
Как выбрать вольфрамовый электрод?
Вольфрамовый электрод — неплавящийся проводник круглого сечения, применяемый для сварки TIG в защитной газовой среде гелия или аргона. Изготавливается из вольфрама с добавлением легирующих присадок. Он считается наиболее тугоплавким металлом, который переходит в жидкое состояние при температуре +3422°С. По этой причине аргонодуговая сварка выполняется при прямой полярности. В результате электрод в процессе работы буквально выгорает. Сварка вольфрамовым электродом востребована только в TIG-технологии, так как не допускается появление окислов в зоне сварного шва.
Буквенно-цифровое наименование электродов
В РФ используются два вида маркировки электродов из вольфрама — в соответствии с ГОСТ 23949-80, ТУ 4819-221-83/4819-2791 и др., а также по международной системой стандартизации ISO 6848.
Отечественная маркировка включает индексы Э и В, которые встречаются в начале наименования и означают «электрод вольфрамовый». Затем название указывает на химсостав добавок и их массовую долю (м.д). Например, ЭВИ-1 — в составе присутствует иттрий с м.д его окиси 1,5-2,3% или ЭВЛ-2 — присадка с лантаном, м.д его окиси 1,4-1,6%.
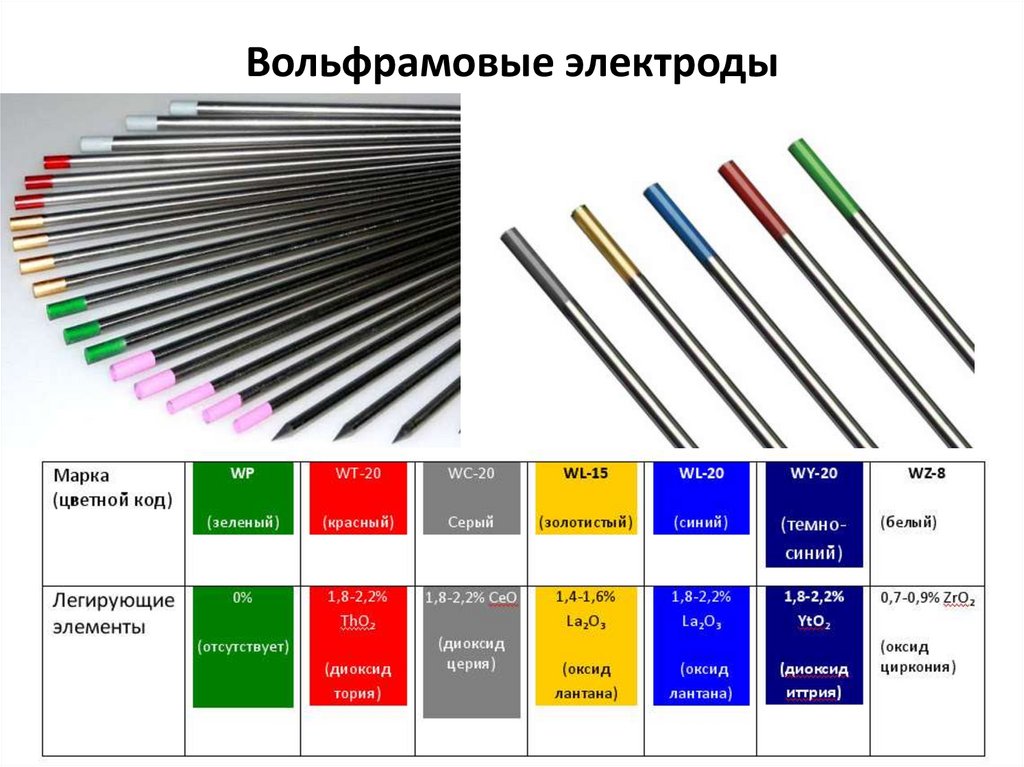
Международный стандарт ISO 6848 дает ориентацию по цветам вольфрамовых электродов и буквенно-цифровым наименованиям. Так, зеленые стержни WP не содержат легирующих присадок. В составе прутка WT-30 фиолетового оттенка массовая доля тория ~3%, а в оранжевом электроде WT-40 ~4%.
 Что называется легирующими присадками и редкоземельными металлами
Что называется легирующими присадками и редкоземельными металлами
Редкоземельные металлы присутствуют в составе легирующих присадок. К этой группе относится 17 материалов (лантан, неодим, церий, скандий, лантан, тербий и др.). У них идентичные химико-физические характеристики и одинаковый бело-серебристый оттенок.
Такие металлы формируют тугоплавкие оксиды, не способные растворяться в воде. Наименование связано с тем, что их можно нечасто обнаружить в земной коре. Для вольфрамовых электродов предпочтительны добавки с цирконием, лантаном, торием, церием, иттрием.
Виды вольфрамовых электродов
Сварочные стержни предлагаются со шлифованной или чистой поверхностью. Первые обрабатываются бесцентровым шлифованием, методом ковки либо протяжкой. Бесцентровая технология самая востребованная, так как позволяет повысить теплопроводность изделий.
Чистые прутки изготавливается с помощью технологии травления и поставляются с химически очищенной поверхностью от окислов, грязи. Электроды из вольфрама различаются по длине и диаметру. У стандартных изделий первый показатель в пределах 50-175 мм, второй в диапазоне 0,5-10 мм.
Сферы использования вольфрамовых электродов
Серия WP. Поддерживает стабильное горение, но имеют недостаточную термостойкость и электростатическую эмиссию. Подходит для сваривания никеля, магния и сплавов на их основе. Так как в основном сейчас оборудование для сварки инверторного типа вопрос как выбрать вольфрамовый электрод WP теряет актуальность из-за уменьшения потребности.
Серии WL (10, 15, 20). В составе прутка присутствует оксид лантана с массовой долей оксида этого металла от 1% до 2,2%. Относятся к универсальным пруткам, способным переносить значительные нагрузки. Не сильно загрязняют зону соединения вольфрамом, что имеет значение при выполнении финишных операций. Долго не теряют заточку рабочего конца.
Серии WC (10 и 20). Содержат оксид церия с массовой долей от 1 до 2,2%. Обеспечивают стабильное горение с уменьшением выгорания. Подходят для непродолжительных циклов сварки на небольших показателях тока. Используются для создания неразрывных алюминиевых соединений, сваривания тонколистовой стали.
Серия WY-20. В составе синих электродов присутствует оксид иттрия с м.д 1,8-2,2%. Способны выдерживать значительные токи, при выполнении технологических требований гарантируют надежный и высокопрочный шов. Применяются для создания ответственных нагруженных конструкций.
Серии WZ (3 и 8). Содержат оксид циркония с м.д от 0,3% до 0,9%. Используются для сваривания на больших токах. Для них важна чистота ванны расплавленного металла, при этом дуга нестабильна. Рекомендуются для формирования неразрывных никелевых, бронзовых, алюминиевых, магниевых соединений.
Серия WT (10, 20, 30 и 40). В качестве легированной присадки используется оксид тория с м.д от менее 1% до 4%. Востребованы для сваривания на постоянном токе стали, никелевых, медных, титановых сплавов. Особенность таких электродов — радиоактивность тория, что требует хорошей защиты сварщика. эл
ООО «ИТЦ СКОН» работает в статусе официального дилера ведущих брендов, выпускающих материалы и оборудование для сварки. Организуем доставку товара по России курьерскими службами и транспортными компаниями. Чтобы получить полную информацию о продукции и сделать заказ звоните по номеру 8(800) 511-82-26.